退火炉咨询热线:
139-1357-4375(微信同号)

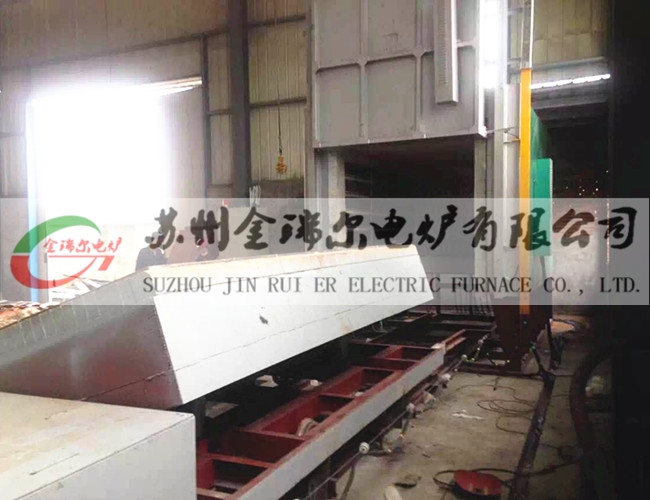
苏州金瑞尔电炉有限公司向大家介绍翻转式台车炉的结构和用途
翻转式台车炉主要用于高铬、高锰钢铸件、钢球、45钢、不锈钢、模具钢等的快速淬火,也可用于各种机械零件的退火、时效之用。
翻转式台车炉结构与一般有氧台车炉区别不大,不同的是台车上安装一套自动翻转机构。

台车倾斜采用电动液压装置,台车倾斜平稳,不抖动,从炉门开启至工件全部倾入淬火池的全过程时间大约在1分钟左右。炉门升降、台车进出、台车倾斜均为电动控制,且设有连锁保护装置,可防止因误操作而产生的故障和事故,温控系统采用采用PID过零触发可控硅,可控硅采用风冷形式,设有过载、过热及过流保护等功能。钢管退火炉
苏州金瑞尔电炉有限公司是一家专业研发生产热处理设备的现代化企业,目前已通过ISO9001~2001国际质量管理体系认证。公司不断发展完善,始终致力于研制各类节能环保型热处理设备,满足了客户自动化、批量化生产等特殊工艺要求,成功研发了多种热处理设备,一体化程度高,具备国内优质水平。
公司主营:钢管退火炉, 罩式炉, 台车炉, 井式炉,不锈钢管连续光亮退火炉,天然气退火炉,网带炉,铝合金热处理炉, 球化炉,淬火炉,工业电炉,烘箱,光亮退火炉,真空退火炉,电炉配件等几十个系列产品。